
瓦楞機生產管理系統不僅不能為紙箱生產企業印“鈔”,當影響到紙箱訂單交付時,有可能會造成零庫存的紙箱要求企業生產線停工。而現在大部分高速EBCSU機都用PLC人機界面和現場網絡總線控制,如能掌握維修基礎知識和正確的故障判斷技巧,就能較快解決故障,恢復正常生產。
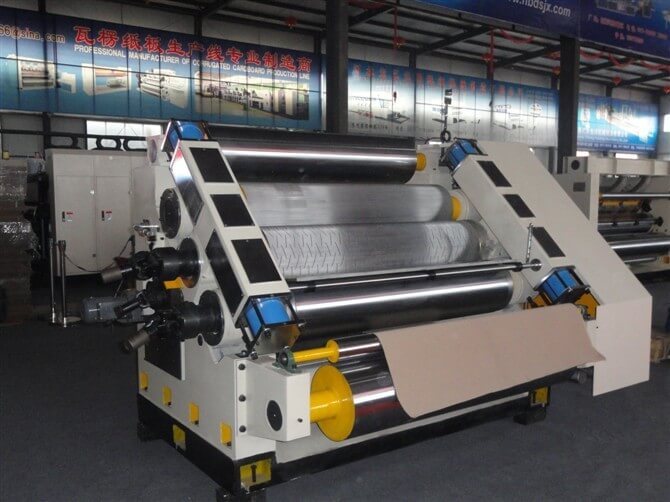
瓦楞機生產管理系統
印刷機的準備時間需人工計時,生產效率統計很不準確,生產管理人員很難對操作者進行績效考核;當印刷機出現異常時,究竟是設備故障還是操作人員技能問題,難以進行評判;對于印刷機的操作者來說,由于印刷機上沒有相應的顯示,所以也很難掌握印刷機生產與質量變化的情況,不利于生產效率的提高及內部生產管理。鑒于上述問題,達成公司獨立研究開發了“瓦楞紙箱印刷機生產管理系統”,在普通印刷機上改造加裝數字技術進行管理與控制,成功解決了印刷機組生產效率低下等一系列問題。
瓦楞機生產管理系統采用兩種傳感器,分別是:無源接近開關和光電接近開關。無源接近開關通過磁力感應控制開關的閉合狀態。當磁或者鐵質觸發器靠近開關磁場時,開關內部磁力作用控制閉合。利用無源接近開關的屬性,在驅動馬達的轉軸上設有感應鐵片,驅動馬達每旋轉一次,無源接近開關就可感應到感應鐵片一次,并發出反饋信號給PLC控制器。光電接近開關是將發光器件與光電器件按一定方向裝在同一個檢測頭內。當有反光面(被檢測物體)接近時,光電器件接收到反射光后便由信號輸出,由此便可“感知”有物體接近。利用光電接近開關的屬性,將此開關安裝在印刷機紙板入口處,即可捕捉印刷機紙板進紙信號,并將此信號傳送給PLC控制器。
PLC控制器內設有一計時器,計時器的時基為0.1ms,因此計時精度很高。PLC控制器接收到無源接近開關給出的信號,可根據兩個反饋信號的時間間隔,通過高速計時器技術,計算出馬達每轉動一周所用的時間,得出馬達轉速,傳送給Pc控制器。PLC接收到光電接近開關給出的反饋信號,通過高速計時器技術,計算出前后兩張紙板進張信號的時間差,得出紙板的進張速度,傳送給Pc控制器。PLC控制器還與一個位置傳感器連接,該位置傳感器用于檢測印刷機機臺是否到位。
了解更多,請點擊乾元坤和生產管理系統。